石油管螺纹加工利器 406圆扣梳刀杆与A1112L螺纹刀具详解
在石油勘探与开采领域,油井管柱的连接质量直接关系到整个生产作业的安全与效率。而石油管螺纹的精密加工,则离不开高性能的专业刀具。其中,406圆扣梳刀杆与A1112L螺纹刀具的组合,是加工API标准圆螺纹(Round Thread)的经典配置之一,在业内应用广泛。本文将对这套刀具进行详细解析。
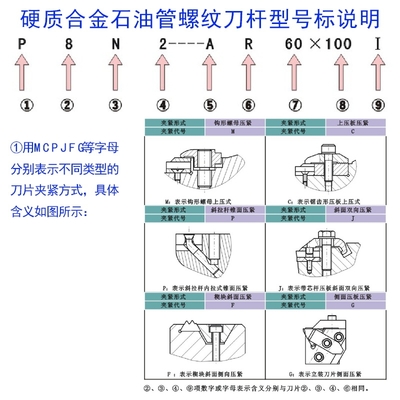
一、核心组件:406圆扣梳刀杆
“406圆扣梳刀杆”通常指的是一种专为加工石油管材(如套管、油管)API圆螺纹而设计的刀杆本体。其型号中的“406”可能代表特定的产品系列或适用规格范围,“圆扣”则明确指明了其加工对象为圆顶圆底的连接螺纹(与偏梯形螺纹等区别)。
主要特点与功能:
1. 高刚性结构: 刀杆采用优质合金钢制造,经过精密加工和热处理,具有极高的刚性和稳定性,能够承受石油管材加工时较大的切削力,有效减少振动,保证螺纹齿形的精度和表面光洁度。
2. 标准接口: 刀杆前端设计有标准的刀片安装槽和定位机构,确保A1112L等型号的螺纹梳刀能够被快速、准确、牢固地安装。
3. 专用导向: 部分设计可能包含导向块或支撑结构,在加工过程中紧贴工件,进一步提升抗震性和加工精度。
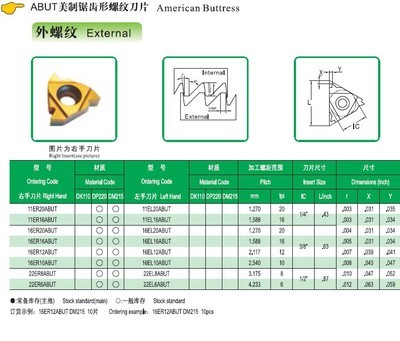
二、切削刃具:A1112L螺纹梳刀
“A1112L”是安装在406刀杆上的螺纹梳刀(或称刀片、刀板)的具体型号。它是一种多齿成型刀具,一次走刀即可加工出螺纹的全部或大部分齿形。
型号解析与性能:
- 材质: 通常采用高性能硬质合金(如钨钴类)制成,涂层可能为TiN、TiAlN等,具有极高的硬度、耐磨性和红硬性,适合石油管材(常为合金钢)的高效切削。
- 齿形精度: 刀片的齿廓经过精密磨削,严格符合API Spec 5B等标准中对圆螺纹的尺寸、牙型和公差要求,确保加工出的螺纹具有正确的导程、牙高、牙侧角和圆顶/圆底半径。
- “L”的含义: 后缀“L”通常表示“左旋”(Left-hand),意味着这把梳刀用于加工左旋螺纹。这对于某些特殊工况(如防止管柱松脱)使用的左旋螺纹接头至关重要。相应地,右旋螺纹刀具可能标注为“R”或无后缀。
三、组合应用与优势
将406刀杆与A1112L梳刀组合使用,形成了一个完整的螺纹加工单元。其工作流程通常是在数控管螺纹车床或专用梳丝机上,通过机床驱动刀杆沿管件轴线进给,由旋转的A1112L梳刀一次性或分次成型出高精度的API圆螺纹。
该组合的核心优势包括:
1. 高效率: 多齿成型加工相比单点车削,能极大缩短螺纹加工时间,提高生产效率。
2. 高一致性: 成型加工确保了螺纹齿形的一致性,同一把梳刀加工出的所有螺纹参数几乎完全相同,质量稳定可靠。
3. 长寿命: 优质的硬质合金刀片耐磨性强,在正确使用和维护下,单次刃磨寿命长,总使用寿命可观,降低了单件加工成本。
4. 专业化强: 专为API圆螺纹设计,针对性强,是石油管材加工企业的标准配置工具之一。
四、使用与维护要点
为确保加工质量和刀具寿命,使用时需注意:
- 正确安装与对刀: 确保刀片在刀杆上安装到位、锁紧,并对机床进行精确的对刀和参数设置(如起刀点、锥度补偿)。
- 优化切削参数: 根据管材材质、硬度选择合适的切削速度、进给量和冷却液。
- 及时刃磨与更换: 定期检查刀片磨损情况,当螺纹尺寸超差或表面质量下降时,需及时由专业人员进行重磨或更换。
- 妥善保管: 刀具不使用时,应清洁、涂油防锈,并放置在专用的刀盒中,避免磕碰损伤精密的切削刃。
###
406圆扣梳刀杆与A1112L螺纹刀具的组合,体现了石油装备专用工具的高度专业化和精密化。它们如同石油管材连接部位的“精密裁缝”,以其可靠、高效、精准的性能,为石油管柱的安全连接提供了至关重要的保障,是石油机械加工行业中不可或缺的关键工艺装备。正确选择、使用和维护这套刀具,对于提升石油管加工企业的产品质量与市场竞争力具有重要意义。
最新产品